SUS316L 肉厚0.3mm × 内外径公差0.02mm|Y軸複合旋盤による棒材加工で月産1000個|富士精器


■ SUS316Lの薄肉×高精度——何が難しいのか
SUS316Lは耐食性・耐熱性に優れたステンレス鋼として、医療機器・分析機器・半導体・化学関連の部品で広く採用されています。一方で、粘り強く切削抵抗が大きいため、薄肉になるほど加工難易度が跳ね上がる素材でもあります。
特に肉厚が薄いと、切削力をいかに逃がすかが品質を左右します。富士精器がこの領域で日々向き合っている難所は、明確に二つ——「変形」と「びびり」です。わずかな切削力でもワークがしなり、形状のゆがみや寸法公差が抜けてしまう。ここを抑え込めるかどうかが、量産で精度を出せるかの分かれ目になります。
■ 富士精器の量産実績
・素材:SUS316L(難削ステンレス)
・肉厚:0.3mm の薄肉形状
・内外径公差:0.02mm で仕上げ
・数量:月産 1,000個 規模での継続生産
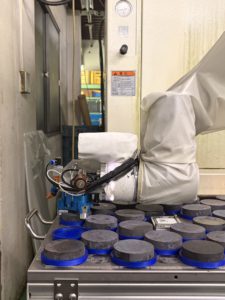
・設備:Y軸複合旋盤による棒材加工
工程ごとに最適な条件を組み立てることで、薄肉形状でも変形を抑え、内径公差0.02mmを量産レベルで安定維持しています。

■ 変形・びびりを抑える三つの作り込み
肉厚0.3mmのSUS316Lで内外径0.02mm公差を出すために、富士精器が特にこだわっているのは次の三点です。
1. **加工順番**
薄肉部に応力が残らない順番でワークを攻める。粗取りで生じた歪みを後工程に持ち越さない工程設計が、最終公差の安定に直結します。
2. **工具選定**
SUS316Lの粘りに負けず、切削抵抗を最小化できる工具を選ぶ。チップの材種・形状・刃先処理を、薄肉ワーク前提で選び分けます。
3. **切削条件**
送り・回転数・切り込みを、変形とびびりが立ち上がる手前のスイートスポットに追い込む。Y軸複合旋盤の自由度を活かし、工具姿勢、芯高も含めて条件を作り込みます。
この三点の積み重ねで、月産1,000個レベルでも内径公差0.02mmを安定して維持できる工程に仕上げています。
■ Y軸複合旋盤を活かす工程集約
Y軸複合旋盤による棒材加工は、
・チャッキング回数を抑えてリスクを低減
・累積誤差を抑えた寸法安定性
・段取り替えの削減によるリードタイム短縮
といった効果があり、SUS316L薄肉のような難条件ほどメリットが効きます。富士精器ではこの設備特性をフルに使い、工程設計と切削条件で精度を作り込んでいます。
■ こんなお悩みのご相談が増えています
「肉厚が薄すぎて対応業者が見つからない」
「試作は通ったが、量産で内径公差が抜ける」
「他社で断られた図面がある」
「月数百〜数千個の継続生産を任せられる先を探している」
近年、こうしたご相談が目に見えて増えています。図面・サンプルをお送りいただければ、可否と概算をスピーディにご回答いたします。
■ SUS316L以外の難削材にも対応
・SUS316 / SUS304 / SUS303
・SUS630(析出硬化系ステンレス)
・チタン・インコネル等の難削材
・アルミ(A5052・A6061等)/真鍮
複合旋盤加工を中心とした精密部品加工のご相談は、お気軽にお問い合わせください。
▼ お問い合わせはこちら
http://www.fujiseiki.co.jp/contact/
━━━━━━━━━━━━━━━━━━━━━━━━
【カテゴリ】技術情報 / 加工事例 / 材料別加工
【タグ】SUS316L、薄肉加工、複合加工、Y軸複合旋盤、棒材加工、内径公差、量産、精密加工、難削材、富士精器
━━━━━━━━━━━━━━━━━━━━━━━━